








News












Quelles sont les futures orientations de développement des moteurs synchrones à aimants permanents ?

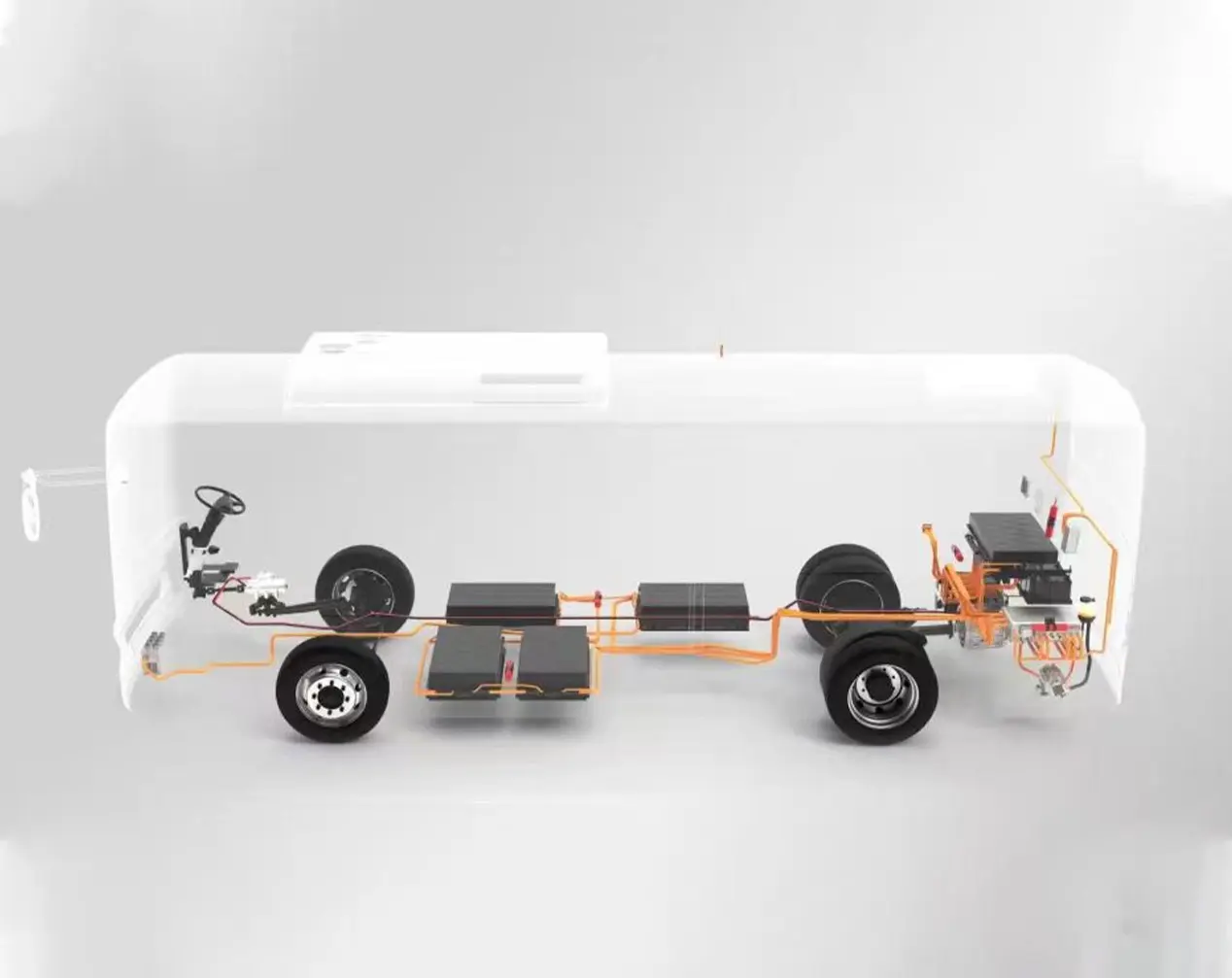




Propulser l’avenir de la construction : le rôle transformateur des systèmes de propulsion électrique










Solutions de chargeur de batterie Ev et de chargeur bidirectionnel pour véhicules électriques lourds



Moteurs EV PMSM des Émirats arabes unis : favoriser la mobilité durable dans les climats désertiques








L'ingénierie derrière les moteurs à 30 000 tr/min produits en série : une analyse complète des rotors de 1 000 MPa et des méthodologies
Chaque avancée dans les limites de performance découle d'une logique d'ingénierie décomposable et reproductible, du doublement de la résistance des matériaux à la synergie de cinq systèmes majeurs.
La production en série de moteurs à 30 000 tr/min représente un grand pas en avant dans l’ingénierie en matière de science des matériaux, de conception électromagnétique, de gestion thermique, de fabrication de précision et d’algorithmes de contrôle. PUMBAAEV a systématiquement redéfini les limites de la technologie d'entraînement électrique à aimant permanent haute performance en doublant la résistance du matériau du rotor, une topologie d'aimant en forme de U à double couche, des enroulements en épingle à cheveux à pas inégaux à 10 couches, des stratifications ultra-minces en acier au silicium et des puces SiC 1 500 V développées en interne.
Les limites de la technologie se situent toujours au-delà de la prochaine itération. Pour les ingénieurs, la valeur de ce cas réside dans le fait que derrière chaque mesure de performance apparemment « extrême », se cache une méthodologie d'ingénierie décomposable et reproductible.
1 Aperçu : La valeur fondamentale de la haute vitesse
Avec l’adoption généralisée des véhicules utilisant de nouvelles énergies, la demande des utilisateurs en matière de scénarios de piste et d’exploitation soutenue à grande vitesse a considérablement augmenté. Les moteurs automobiles traditionnels connaissent un « point d'inflexion » de puissance autour de 6 000 tr/min, avec un couple décroissant continuellement dans la région de puissance constante, conduisant à une sensation d'accélération sensiblement affaiblie lors de dépassements à grande vitesse au-dessus de 120 km/h.
PUMBAAEV a défini et développé un Unité d'entraînement électrique de classe 30 000 tr/min. Ses principaux avantages vont au-delà de la pure performance. Du point de vue de l'ingénierie des systèmes, pour une même puissance de sortie cible, l'augmentation de la vitesse de 12 000 tr/min à 30 000 tr/min permet une réduction substantielle de l'utilisation de matériaux actifs pour le moteur (cuivre, aimants aux terres rares, acier au silicium).
Selon les données de recherche AVL, doubler la vitesse de rotation peut réduire l'utilisation du matériau du noyau de fer d'environ 40%, réalisant une optimisation synergique du volume, du poids et du coût.
Système à 2 rotors : cinq défis d'ingénierie fondamentaux
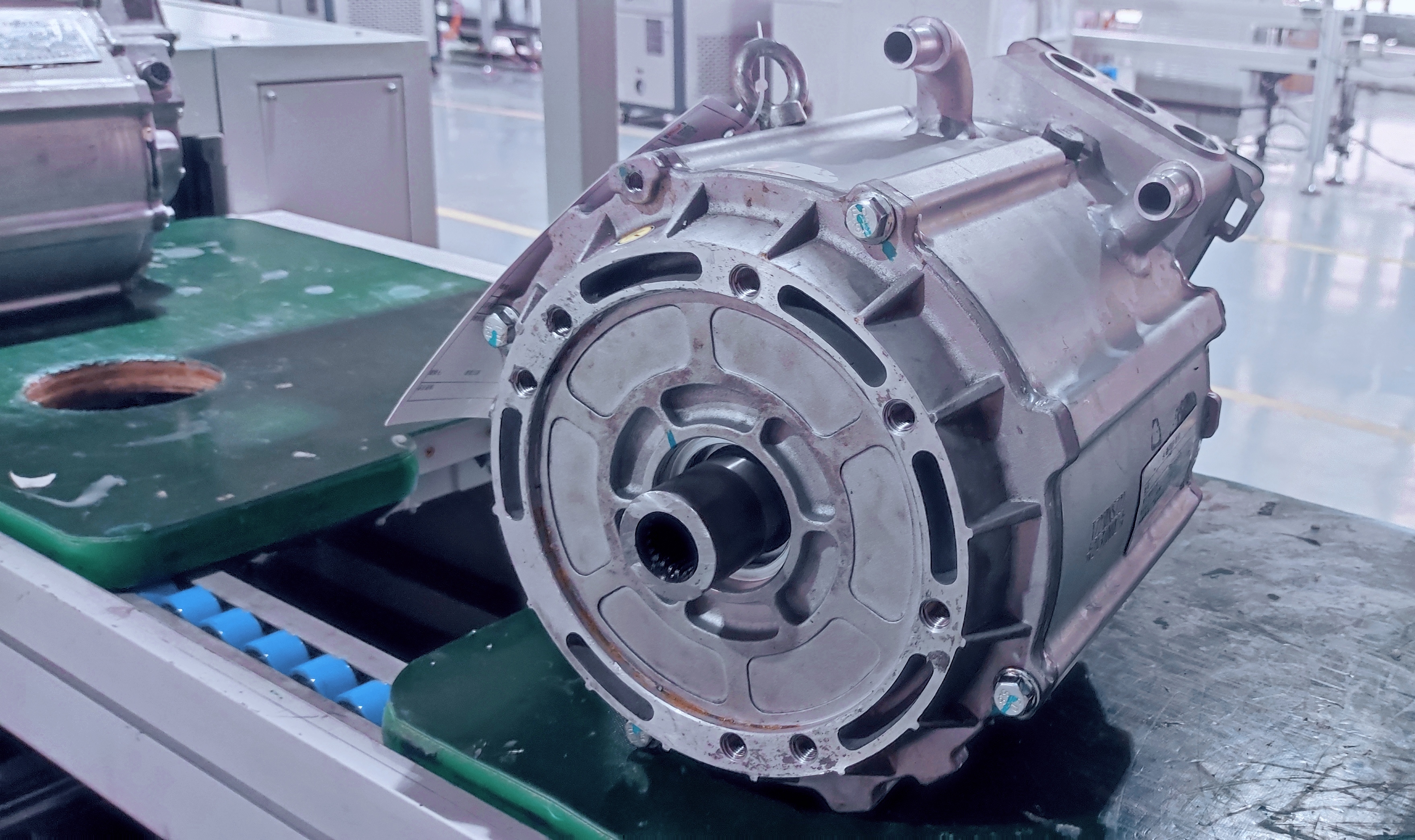
Le rotor est le sous-système le plus fragile mais aussi le plus critique d’un moteur à grande vitesse. À 30 000 tr/min, l'accélération centrifuge au bord extérieur du rotor dépasse 40 000 g. Tout défaut de conception peut conduire à une défaillance catastrophique. Relever ce défi nécessite des percées dans cinq domaines techniques.
Défi 1 : Doublement de la résistance des matériaux, de 450 MPa à 1 000 MPa d'acier au silicium à haute résistance
Les tôles de rotor traditionnelles utilisent de l'acier électrique non orienté avec une limite d'élasticité d'environ 450 MPa, suffisante pour des vitesses allant jusqu'à 20 000 tr/min. Au-delà de 30 000 tr/min, la contrainte de traction circonférentielle au niveau du diamètre extérieur du rotor dépasse la limite d'élasticité des matériaux conventionnels.
Chemin de percée en ingénierie :
-
Mise à niveau matérielle: Adoption de l'acier électrique à haute résistance (HS-ECS), augmentant la résistance à la traction à ≥1000 MPa— plus du double du niveau conventionnel de l’industrie.
-
Prise en charge des processus: Mise en œuvre du soudage laser pour l'empilement des laminages au lieu du rivetage traditionnel, améliorant la force de liaison intercouche pour empêcher la séparation à grande vitesse. Le meulage de précision du diamètre extérieur atteint une tolérance de ±3 μm, garantissant la rondeur du rotor.
Défi 2 : Fixation magnétique, processus adhésif à haute expansion pour éviter les défaillances
Les aimants permanents intégrés dans les fentes du rotor sont soumis à un impact centrifuge intense à des vitesses élevées. Le collage par points traditionnel sur une seule face présente un risque de concentration de contraintes à des vitesses élevées ; dans des conditions extrêmes, les aimants peuvent se détacher des parois des fentes ou même s'éjecter, provoquant une défaillance catastrophique.
Technologie clé: Utilisation d'un revêtement adhésif à haut taux d'expansion. Après durcissement, le volume se dilate plus de 5 fois, créant une interface adhésive uniforme sur les surfaces supérieure et inférieure de l'aimant, améliorant considérablement la répartition des contraintes par rapport au collage par points. Le matériau de revêtement doit résister à des températures >180°C, avoir un coefficient de dilatation thermique correspondant à l'aimant (~10×10⁻⁶/°C) et atteindre une résistance au cisaillement après durcissement ≥15 MPa.
Défi 3 : topologie du rotor, disposition d'aimants en forme de U à double couche optimisant le circuit magnétique et la force
PUMBAAEV emploie un "En forme de U double couche"Topologie à aimant permanent intérieur (IPM) : une couche en U interne superposée à une couche en U externe, les aimants de chaque couche étant ensuite divisés en plusieurs segments.
Avantages principaux :
-
Augmentation de couple: Maximise la différence de réluctance entre l'axe q et l'axe d, augmentant le couple maximal d'environ 10 % sans ajouter de matériau magnétique supplémentaire.
-
Répartition des contraintes: La structure segmentée disperse les contraintes en plusieurs unités indépendantes, empêchant ainsi la fissuration des blocs magnétiques monolithiques et facilitant les défis de fabrication de magnétisation.
-
Optimisation NVH: La topologie double U, combinée à une conception asymétrique, contrôle la distorsion harmonique totale (THD) de la densité de flux fondamentale de l'entrefer à moins de 5 %, supprimant ainsi les harmoniques d'ordre élevé.
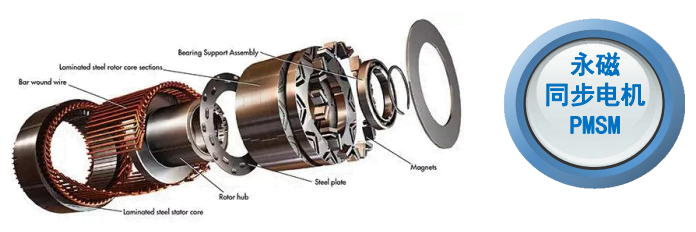
Illustration d'une structure de rotor de moteur à grande vitesse, montrant les aimants en forme de U à double couche et la conception segmentée.
Défi 4 : Équilibrage dynamique à grande vitesse, déséquilibre résiduel supprimé à moins de 50 mg
À 30 000 tr/min, un petit balourd génère des centaines de kilogrammes de force centrifuge. PUMBAAEV a comprimé le déséquilibre résiduel par rapport au niveau typique de l'industrie≤150 mg à ≤50 mg, soit une réduction de 67%.
Chaîne de processus d’équilibrage dynamique: Usinage d'ébauche → Montage à chaud des aimants → Équilibrage initial → Usinage de précision → Vérification de l'équilibrage dynamique à grande vitesse sur toute la plage de vitesse (testé à 30 500 tr/min). La correction du balourd est obtenue via le fraisage de trous d'élimination du poids dans les couvercles d'extrémité, avec une résolution de ± 1 mg. Une vérification secondaire après cycles de chocs thermiques assure la stabilité post-assemblage.
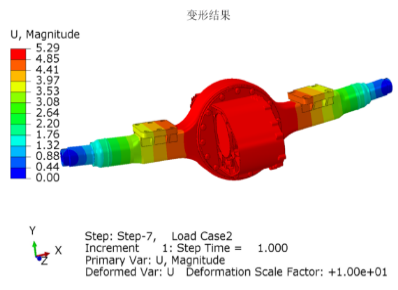
Défi 5 : Conception à vitesse critique, marge de sécurité de 15 %
Les vibrations s'amplifient considérablement lorsque la vitesse de fonctionnement approche la première vitesse critique de flexion du rotor. PUMBAAEV a conçu la première vitesse critique de flexion à être 35 000 tr/min, environ 15 % au-dessus de la vitesse de fonctionnement nominale maximale, offrant une marge de sécurité suffisante.
Chemin de mise en œuvre: Augmentation de la portée et de la précharge du support de roulement pour améliorer la rigidité à la flexion de l'arbre ; en utilisant simultanémentroulements en céramique de nitrure de silicium (Si₃N₄) pour maintenir la rigidité des roulements à des valeurs DN plus élevées (vitesse × diamètre d'alésage) tout en fournissant une isolation naturelle contre la corrosion actuelle de l'arbre.
3 Stator et gestion thermique : une attaque coordonnée contre les pertes à haute fréquence
A 30 000 tr/min, la fréquence électrique atteint 500 Hz. L'effet de peau dans les enroulements traditionnels provoque une augmentation des pertes de cuivre CA, nécessitant une solution combinée d'enroulements en épingle à cheveux et de refroidissement direct par huile.
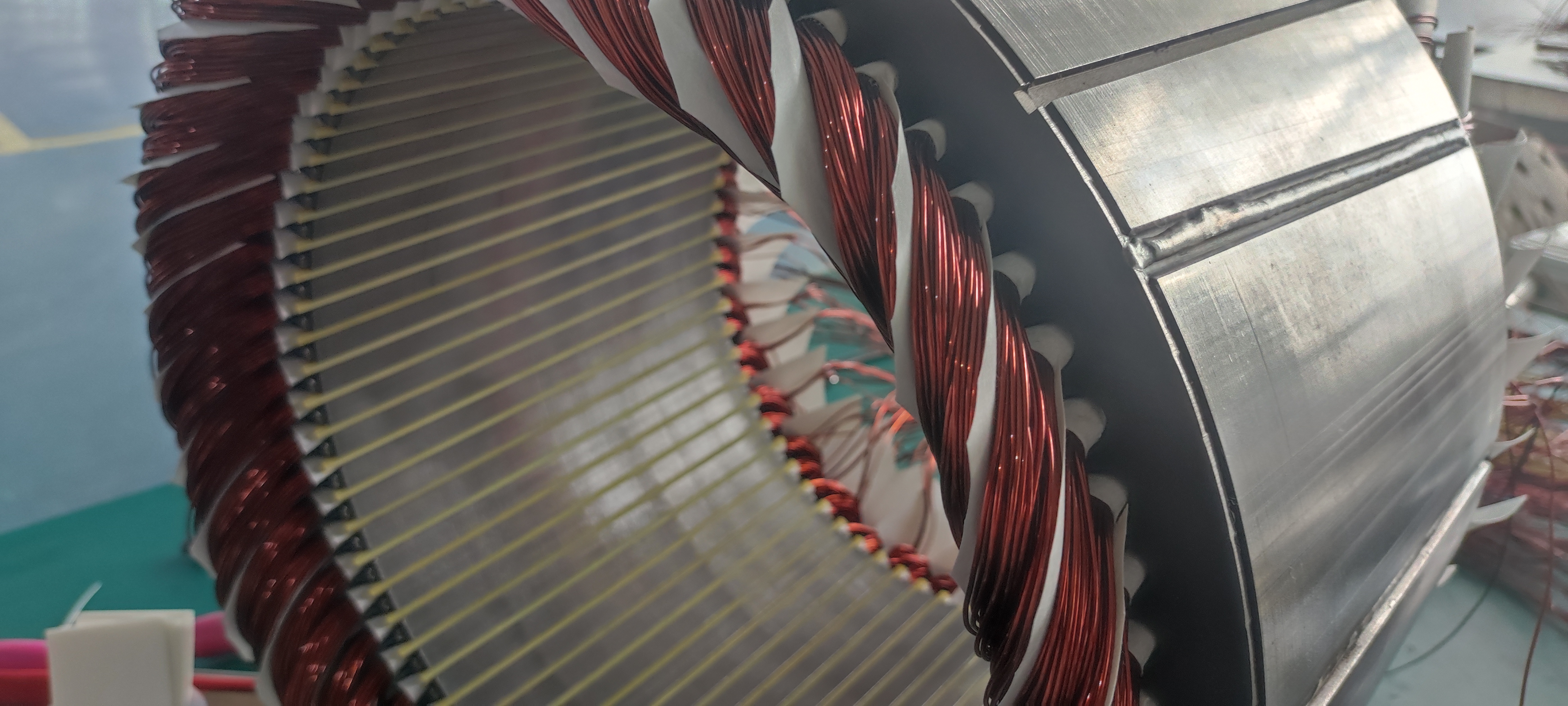
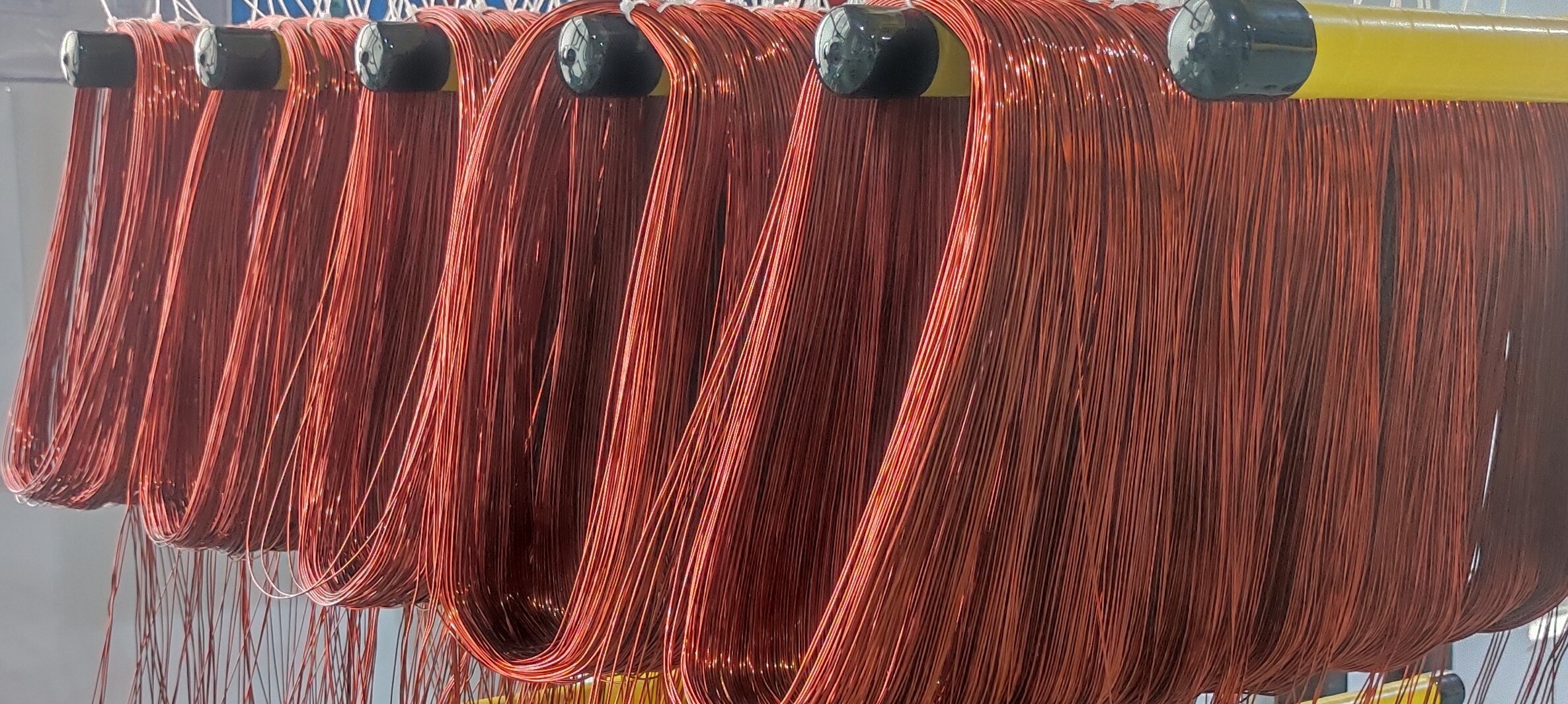
Enroulement en épingle à cheveux : la conception à 10 couches à pas inégal optimise le rapport de perte de cuivre AC/DC
Le facteur de remplissage en cuivre des fils plats à section rectangulaire peut dépasser 60 %, bien supérieur aux 40 à 45 % des fils ronds. Le stator du super moteur de PUMBAAEV utilise un Enroulement en épingle à cheveux à pas inégaux à 10 couches, avec des épaisseurs différenciées pour les bandes de cuivre dans chaque couche.
-
Les couches externes sont plus fines: A proximité de l'ouverture de la fente, ils transportent préférentiellement les composantes de courant haute fréquence.
-
Les couches intérieures sont plus épaisses: Près du bas de la fente, ils portent principalement le composant DC.
Cette conception contrôle le Rapport de perte de cuivre AC/DC à environ 1,15(la valeur typique de l'industrie est de 1,3 à 1,5), tandis que les espaces intercalaires inégaux optimisent la section d'écoulement de l'huile de refroidissement.
Matériau de base : les stratifications ultra-minces réduisent considérablement les pertes de fer à haute fréquence
Les pertes de base augmentent avec la fréquence. À 500 Hz, les pertes dans l'acier au silicium traditionnel de 0,35 mm augmentent. PUMBAAEV utilise de l'acier électrique ultra-fin à haute fréquence d'une épaisseur de ≤0,2 mm, réduisant les pertes de cœur à 500 Hz de 40-50% par rapport à l'acier de 0,35 mm. Les stratifications plus fines augmentent également la surface de dissipation thermique par unité de volume.
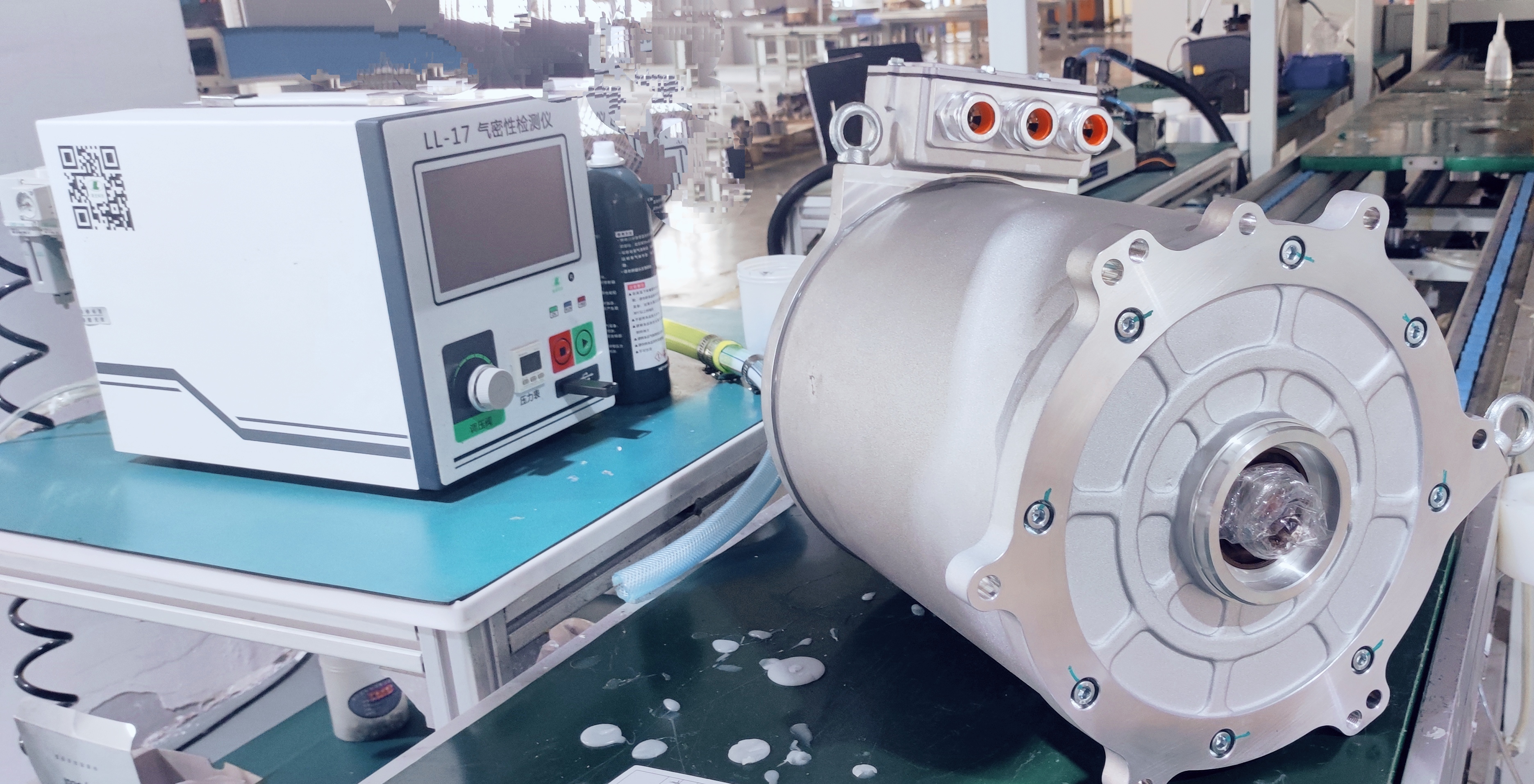
Système de refroidissement : le refroidissement direct par huile permet une gestion thermique efficace
La densité thermique du stator à 30 000 tr/min est extrêmement élevée, au-delà de la capacité du refroidissement traditionnel de la chemise. PUMBAAEV intègre le passage de l'huile de refroidissement à l'intérieur des fentes du stator, permettant à l'huile de circuler entre les enroulements, obtenant ainsirefroidissement par contact direct avec les enroulements en cuivre.
Synergie thermique à trois volets:
-
Stratifications ultra fines: Réduire les pertes en fer et augmenter la surface.
-
Épingles à cheveux à pas inégaux: Optimiser les canaux d'écoulement de l'huile de refroidissement.
-
Refroidissement direct de l'huile: Fournit un refroidissement par contact direct. Les mesures montrent que les différences de température des enroulements en régime permanent peuvent être contrôléesdans les 5°C, avec des températures maximales réduites d'environ 40°C.
4 Contrôle NVH : la quête du silence à l’ère électrique
Avec un bruit de fond plus faible dans les véhicules électriques, le bruit du moteur devient plus perceptible. La fréquence fondamentale de 500 Hz à 30 000 tr/min et ses harmoniques se situent dans la plage la plus sensible de l'audition humaine (500-4 000 Hz).
Sources primaires d’excitation sonore:
-
Harmoniques de force électromagnétique: Généré par les harmoniques spatiales de la densité de flux de l'entrefer (déterminée par la forme de l'aimant, la structure de l'enroulement).
-
Harmoniques PWM de l'onduleur: La fréquence de commutation et ses multiples introduisent des harmoniques de forme d'onde de courant, excitant davantage les harmoniques de force magnétique.
-
Déséquilibre mécanique: Le balourd résiduel du rotor génère une excitation de fréquence de rotation 1X (500 Hz), qui doit être séparée des fréquences de résonance des roulements et du boîtier.
Stratégie de contrôle triple NVH:
-
Optimisation électromagnétique: Optimisation multi-objectifs de la forme de la fente, de l'angle d'inclinaison, etc., pour minimiser l'amplitude des harmoniques de force électromagnétique (par exemple, ordres 6N). Un empilement hélicoïdal de haute précision est utilisé pour l'inclinaison.
-
Renforcement structurel et isolation: Améliorer la rigidité globale de l'unité d'entraînement électronique (nervures du boîtier) pour éloigner les fréquences de résonance des bandes opérationnelles ; utilisez des bagues d'isolation des vibrations à haute efficacité aux points de montage pour réduire le transfert de vibrations via les chemins structurels.
-
Équilibrage dynamique de haute précision: Le balourd résiduel ≤50 mg garantit que l'accélération des vibrations à l'excitation 1X (500 Hz) est <0,1 g, avec contrôle de variation du cycle de vie.
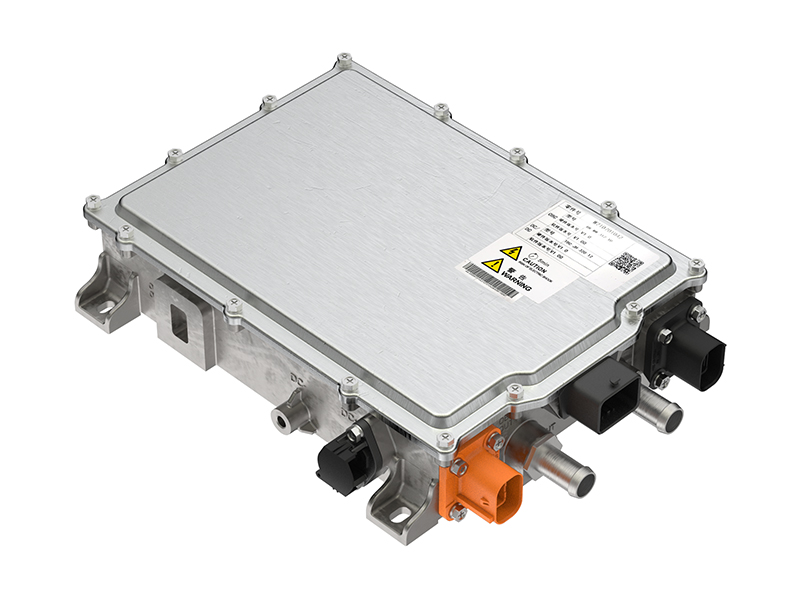
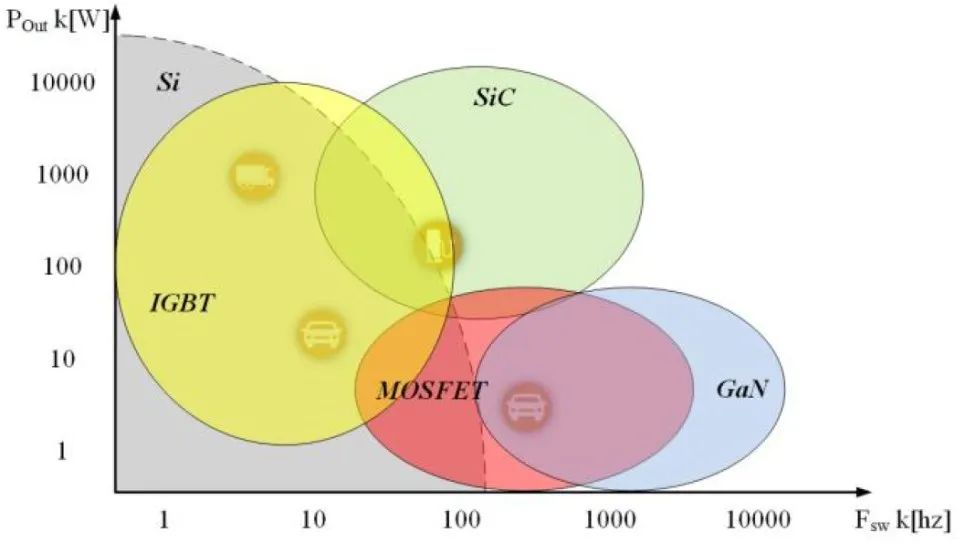
5 Électronique de contrôle et de puissance : le rôle crucial des puces SiC
La haute fréquence et le rendement élevé sont des exigences inhérentes aux moteurs à grande vitesse, qui dépendent directement des progrès des dispositifs de contrôle et de puissance.
LePuce SiC 1 500 V développée en interne est une avancée majeure. Par rapport aux IGBT traditionnels, les MOSFET SiC permettent :
-
Fréquence de commutation plus élevée: Prend en charge des vitesses de moteur plus élevées (fréquences électriques).
-
Pertes de commutation réduites: Améliore l’efficacité du système, en particulier dans la région à grande vitesse.
-
Tension nominale plus élevée: La valeur nominale de 1 500 V offre une marge de sécurité pour les plates-formes 800 V et les développements futurs.
Les algorithmes de contrôle doivent être parfaitement adaptés au moteur, garantissant un fonctionnement stable dans la région d'affaiblissement de champ à grande vitesse et une efficacité optimale.
6 défis et évolution future
Goulets d'étranglement technologiques existants
-
Coût du matériel: Les aciers électriques à haute résistance et les revêtements spéciaux restent 20 à 30 % plus chers que les solutions conventionnelles.
-
Limite d'acier au silicium: Des stratifications plus fines réduisent la perte de fer mais compromettent la rigidité ; le compromis perte de fer-rigidité constitue un défi majeur.
-
Fiabilité à vie du roulement: La fiabilité du cycle de vie complet des roulements en céramique haute vitesse à des valeurs DN ultra élevées nécessite davantage de données d'essais routiers.
-
Chaîne d'approvisionnement SiC: Les taux de rendement et le coût des puces SiC internes, en particulier du substrat 4H-SiC, sont des obstacles majeurs à l'industrialisation.
Voies technologiques futures
-
Nouveaux matériaux: Les matériaux magnétiques doux amorphes/nanocristallins offrent une perte de noyau d'environ 60 % inférieure à celle de l'acier au silicium et sont un candidat de choix pour les noyaux de stator de nouvelle génération, bien que des défis subsistent dans le traitement des matériaux fragiles.
-
Nouvelles topologies: Les moteurs à flux axial (AFM), avec leur structure en forme de disque naturellement adaptée aux vitesses élevées, figurent sur la feuille de route de certains constructeurs OEM, offrant une densité de puissance théorique 20 à 40 % plus élevée que les moteurs à flux radial.
-
Gestion thermique intégrée: Le partage de l'huile de refroidissement entre les modules de puissance du stator et de l'onduleur peut réduire la résistance thermique d'environ 30 % et simplifier l'architecture du système.
-
Révolution de conception basée sur l'IA: La co-simulation multi-physique (électromagnétique-thermique-structurelle-NVH) couplée à des algorithmes d'IA/optimisation a le potentiel de compresser les cycles de développement de moteurs à grande vitesse de 24 mois à moins de 12 mois.
Les limites de la technologie se situent toujours au-delà de la prochaine itération. La production en série de moteurs à 30 000 tr/min marque l'ouverture d'un nouveau cycle technologique piloté par une méthodologie d'ingénierie des systèmes, une intégration verticale profonde et une réflexion technique extrême.